

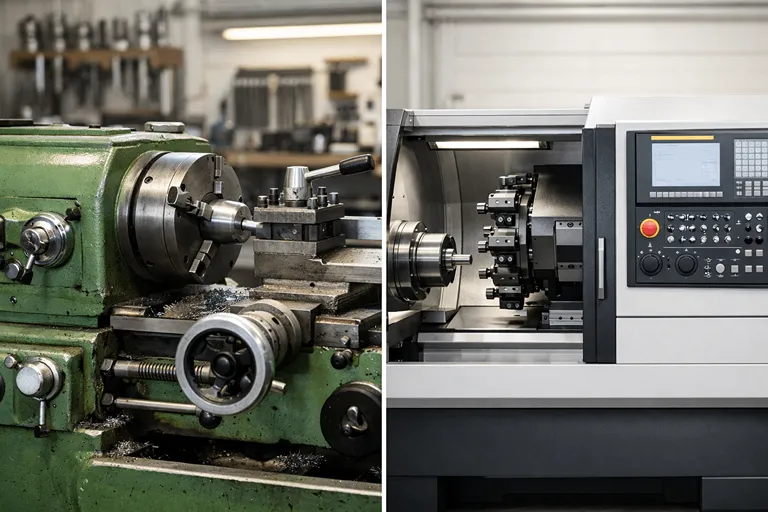
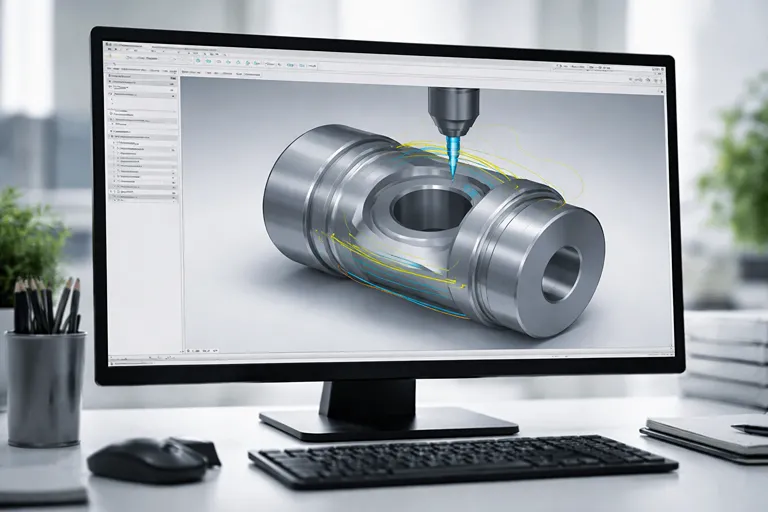
تراش CNC (کنترل عددی کامپیوتری) نوعی ماشین ابزار است که حرکت ابزار و قطعه را با برنامه کنترل می کند. در تراشکاری، معمولاً قطعه می چرخد و ابزار برش روی آن حرکت می کند تا شکل نهایی ساخته شود.
اگر دوست دارید قبل از ورود به جزئیات تراش، یک تصویر کامل از خود فناوری CNC داشته باشید، پیشنهاد می کنم این صفحه را هم ببینید: ماشینکاری CNC چیست؟ (راهنمای کامل). این کمک می کند تفاوت تراش، فرز و سایر روش ها را سریع تر تفکیک کنید.
تفاوت اصلی با تراش سنتی این است که در CNC:
- حرکت ها با برنامه دقیق تکرار می شوند (تکرارپذیری بالا)
- خطای انسانی کمتر می شود
- قطعه های سری کاری با کیفیت ثابت راحت تر تولید می شوند
تراش CNC دقیقاً چه عملیاتی انجام می دهد؟
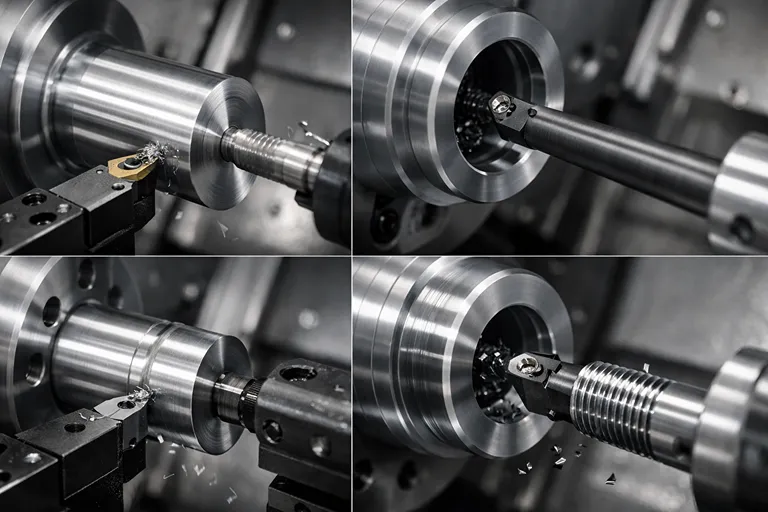
بسته به قطعه و ابزار، عملیات رایج در تراشکاری CNC این هاست:
- روتراشی (کاهش قطر بیرونی)
- داخل تراشی (بورینگ)
- کف تراشی
- شیارزنی
- رزوه زنی
- سوراخ کاری و برقوکاری (در صورت داشتن ابزار/محور مناسب)
اگر کاربر دقیقاً دنبال «این دستگاه چه قطعاتی می زند؟» باشد، جواب کوتاهش این است: هر چیزی که محور مرکزی دارد یا بتوان آن را حول محور چرخاند، معمولاً کاندید اصلی تراش CNC است.
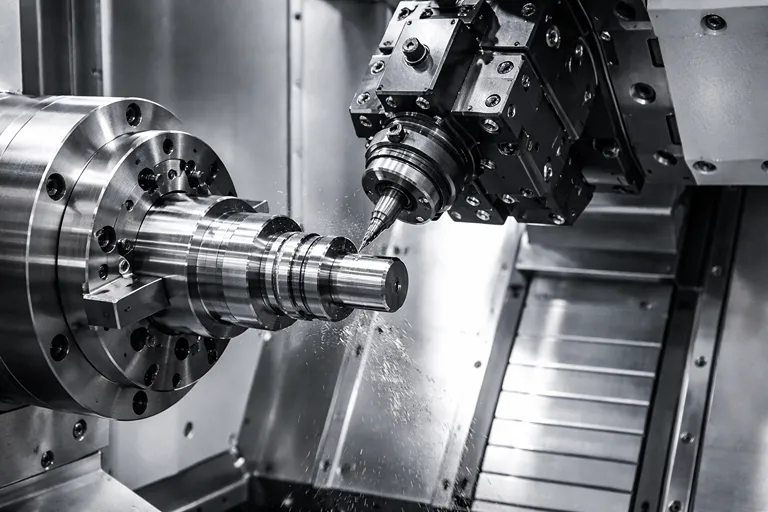
شناخت اجزا باعث می شود موقع تنظیمات و عیب یابی سردرگم نشوید:
- اسپیندل (Spindle): موتور/محور اصلی چرخش قطعه
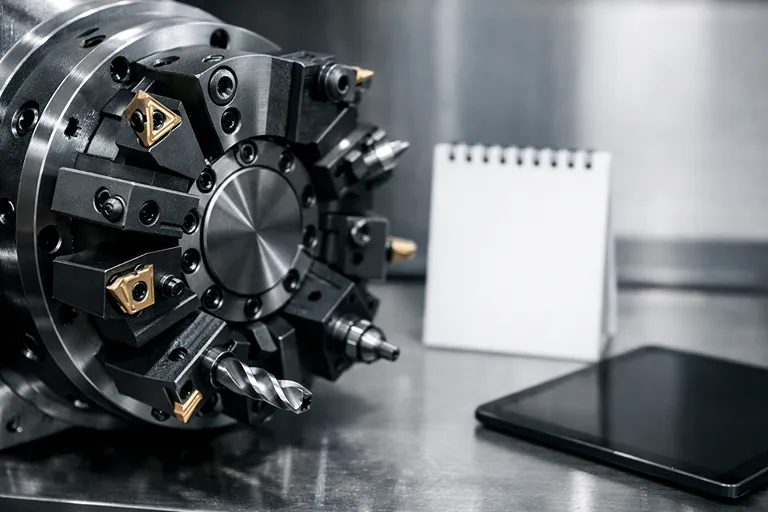
- سه نظام (Chuck): نگهدارنده قطعه (۳ فک/۴ فک یا کولت)
- برجک ابزار (Turret): جایگاه ابزارها و تعویض اتومات/نیمه اتومات
- مرغک (Tailstock): برای حمایت قطعات بلند و کاهش لرزش
- کنترلر (Controller): مغز دستگاه؛ اجرای برنامه و کنترل محورها
- کولانت (Coolant): خنک کاری و افزایش عمر ابزار + بهبود سطح

انتخاب نوع دستگاه روی دقت، سرعت و حتی قیمت تمام شده اثر مستقیم دارد.

تراش CNC افقی
برای اکثر کارگاه ها انتخاب رایج است. قطعات شفت مانند و سری کاری های معمول، معمولاً با افقی بهینه تر انجام می شوند.

تراش CNC عمودی
برای قطعات بزرگ تر یا سنگین تر که نگهداری شان در وضعیت عمودی بهتر است. در برخی موارد کنترل لنگی و پایداری بهتر می شود.

تراش مولتی تسکینگ (Turn-Mill)
اگر نیاز دارید علاوه بر تراش، عملیات فرز/سوراخ کاری خاص هم روی همان قطعه انجام شود، این مدل ها زمان جابه جایی بین دستگاه ها را کم می کنند و بهره وری را بالا می برند.
این بخش قلب هر راهنمای تراشکاری cnc است؛ چون به درد اجرا می خورد، نه فقط تعریف.

طراحی و آماده سازی فایل (CAD/CAM)
- طراحی قطعه در CAD
- تعریف ابزارها و مسیر حرکت در CAM
- خروجی گرفتن برنامه (معمولاً G-code)
نکته: اگر مدل/نقشه دقیق نباشد، بهترین دستگاه هم خروجی دقیق نمی دهد. خیلی از خطاهای تولید، ریشه شان همین جاست.
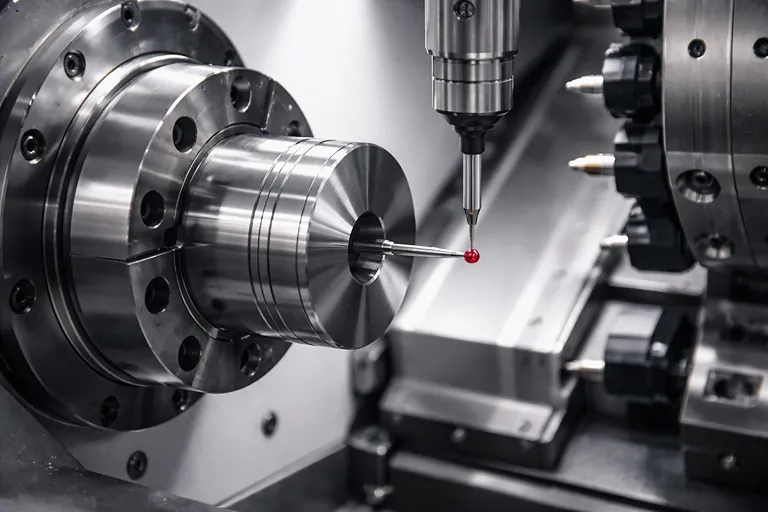
ستاپ و صفر کردن (Zero/Offset)
- بستن صحیح قطعه (سه نظام/کولت/فیکسچر)
- انتخاب ابزار درست و سالم
- تعریف آفست ابزار (Tool Offset) و نقطه صفر قطعه (Work Zero)
اجرای برنامه و کنترل حین تولید
- اجرای تستی با سرعت پایین/حالت ایمن (در صورت امکان)
A typical CNC program has (3) parts: Preparation … Cutting …
ترجمه: «یک برنامه معمولی CNC سه بخش دارد: آماده سازی… برش…»
اگر تازه وارد اجرای برنامه روی دستگاه هستید، دانستن ساختار کلی برنامه خیلی کمک می کند: بخش آماده سازی (انتخاب آفست ها، ابزار، کولانت، دور اسپیندل) و بعد بخش برش.
توضیح دقیق این ساختار را می توانید در راهنمای رسمی برنامه نویسی تراش CNC (Haas Operator’s Manual) ببینید تا موقع خواندن G-code سردرگم نشوید.
- کنترل براده و صدای برش (علائم لرزش یا بار اضافی)
- اندازه گیری قطعه و اصلاح آفست ها در صورت نیاز

دقت در تراش CNC فقط «دستگاه خوب» نیست؛ ترکیبی از ستاپ، ابزار، دما و کنترل است.

آفست ابزار و جبران خطا
- بعد از اولین قطعه، اندازه گیری کنید و آفست را اصلاح کنید.
- آفست اشتباه یعنی قطعه های بعدی همگی اشتباه تکرار می شوند (بدترین سناریوی سری کاری).
Start at a low feed rate … then increase the feed rate to improve chip breaking.
ترجمه: «در شروع، پیشروی را پایین بگیرید… سپس برای بهبود شکستن براده، پیشروی را افزایش دهید.»
برای اینکه دقت و کیفیت سطح در سری کاری ثابت بماند، بهتر است به جای حدس و تجربه ی پراکنده، پارامترهای برش را بر اساس توصیه های فنی تنظیم کنید. این جمع بندی در راهنمای کیفیت قطعه در عملیات تراشکاری (Sandvik Coromant) توضیح می دهد که چرا رابطه ی درست بین پیشروی و عمق برش، هم به کنترل انحراف ابزار کمک می کند و هم عمر ابزار را بهتر می کند.
دما، کولانت و پایداری فرآیند
- گرم شدن ابزار و قطعه، روی تلرانس اثر می گذارد.
- کولانت مناسب + دبی درست، هم سطح را بهتر می کند هم عمر ابزار را بالا می برد.

فیکسچر و نگهداری قطعه
- قطعه ای که خوب نگه داشته نشده، حتی با برنامه عالی هم دقت نمی دهد.
- برای قطعات بلند از مرغک یا استدی رست استفاده کنید تا لرزش و مخروطی شدن کم شود.

اگر هدف فقط دقت نیست و «زمان/هزینه» هم مهم است، این چند نکته خیلی اثرگذارند:
- استاندارد کردن ستاپ: روش بستن قطعه، ترتیب ابزارها، چک لیست ثابت
اگر پروژه تان تیراژ دارد و بحث زمان تحویل و قیمت تمام شده جدی تر است، این صفحه را حتماً بخوانید: راهنمای تولید انبوه با تراشکاری CNC. نکات انتخاب فرآیند و معیارهای تصمیم گیری برای سری کاری را دقیق تر باز می کند.
- انتخاب ابزار درست: ابزار ارزانِ نامناسب معمولاً گران تر تمام می شود (شکست، توقف، دوباره کاری)
- کاهش تعداد پاس ها با برنامه ریزی بهتر: به جای پاس های زیاد و سبک، پاس های منطقی و پایدار
- استفاده از سیکل های استاندارد کنترلر: برای رزوه زنی/داخل تراشی/شیار، هم سریع تر است هم خطا کمتر می شود

- بد شدن کیفیت سطح
- علت های رایج: سرعت نامناسب، ابزار کند، لرزش، کولانت ضعیف
- راه حل: تنظیم سرعت/پیشروی، تعویض اینسرت، بهبود نگهداری قطعه
- مخروطی شدن قطعه
- علت های رایج: نگهداری ضعیف، لقی، عدم ساپورت قطعه بلند
- راه حل: مرغک/ساپورت، بررسی هم محوری، کنترل سفتی فک ها
- اختلاف اندازه در سری کاری
- علت های رایج: آفست ثابت نمانده، گرم شدن، سایش ابزار
- راه حل: پایش دوره ای اندازه + برنامه تعویض ابزار + جبران
- شکست ابزار
- علت های رایج: بار برشی زیاد، ورود اشتباه، متریال سخت، براده بندی بد
- راه حل: کاهش عمق/پیشروی، انتخاب گرید مناسب اینسرت، مدیریت براده
- بد شدن کیفیت سطح

اگر به جای اجرای داخلی، قصد سفارش دارید، این موارد را قبل از ارسال کار آماده کنید:
- فایل CAD یا نقشه با اندازه ها و تلرانس ها
- متریال دقیق (آلیاژ و استاندارد)
- تعداد قطعه (نمونه/سری کاری)
- کیفیت سطح مورد انتظار (در حد امکان مشخص کنید)
- عملیات تکمیلی (رزوه، شیار، سوراخ کاری، پرداخت، آبکاری و…)
این چک لیست باعث می شود قیمت دهی دقیق تر شود و رفت و برگشت اصلاحات کمتر گردد.
برای اینکه رفت وبرگشت اصلاحات کمتر شود و قیمت دهی دقیق تری بگیرید، این صفحه را به عنوان مکمل همین بخش نگه دارید: چک لیست کامل سفارش خدمات CNC. داخلش دقیق گفته شده چه اطلاعاتی قبل از ارسال به کارگاه آماده باشد.

شرکت خدمات صنعتی خلیج فارس با استفاده از دستگاه های CNC و اجرای کنترل کیفیت، امکان تولید قطعات دقیق و تکرارپذیر را برای پروژه های نمونه سازی تا تولید انبوه فراهم می کند. برای مشاوره و ثبت سفارش هم می توانید مسیر تماس/ثبت سفارش سایت را در همین بخش به شکل کوتاه قرار دهید.

اگر بخواهم این راهنمای تراش cnc را در یک جمله جمع کنم: دقت از «ستاپ و آفست و پایداری» می آید و بهره وری از «استانداردسازی، ابزار درست و برنامه ریزی». هر دو با هم ممکن اند، به شرط اینکه فرآیند را مرحله به مرحله و قابل کنترل پیش ببرید.

