")


انتخاب روش ساخت: فرز یا تراش؟
- فرز CNC مناسب قطعاتی است که سطح، حفره، شیار، پله، سوراخ های با مختصات مشخص یا حجم برداری سه بعدی دارند.
اگر قطعه شما سطح تراشی، شیار، حفره، پله یا فرم های سه بعدی دارد، معمولاً تصمیم هایتان به فرز CNC گره می خورد. برای اینکه انتخاب دستگاه، تعداد محور، و محدودیت های رایج فرزکاری را اشتباه نگیرید، این راهنمای جمع وجور کمک می کند سریع تر تصمیم بگیرید و مدل را واقع بینانه تر طراحی کنید: راهنمای فرز CNC
- تراش CNC برای قطعات دارای تقارن محوری (مثل شفت، بوش، پولی، قطعات چرخشی) انتخاب منطقی تری است.
اگر قطعه هم ویژگی های فرز دارد هم تراش، از ابتدا آن را به «عملیات ها» تقسیم کنید تا مشخص شود کدام بخش با کدام دستگاه انجام می شود.

انتخاب متریال و اثرش روی هزینه و کیفیت
جنس قطعه فقط “استحکام” نیست؛ روی زمان ماشینکاری، کیفیت سطح، انتخاب ابزار و حتی تاب برداشتن هم اثر دارد. برای مثال:
- آلومینیوم معمولاً سریع تر ماشینکاری می شود و هزینه زمان ماشین کمتر است.
- فولادهای سخت تر زمان بیشتری می گیرند و ابزار مصرفی بیشتری می خواهند.
- استنلس ها گاهی به خاطر رفتار براده برداری حساس ترند و به مسیر ابزار/خنک کاری دقیق تری نیاز دارند.
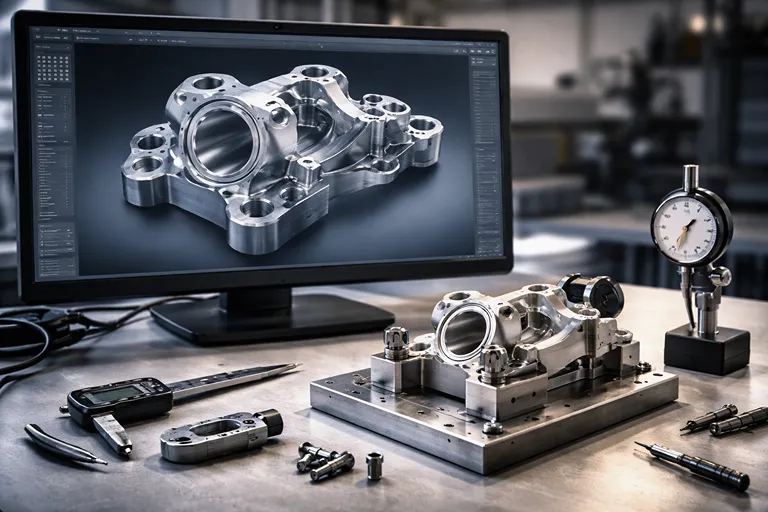
مرحله ۱: طراحی CAD
در CAD شکل قطعه را می سازید، اما از همان اول این موارد را رعایت کنید:
- مبناها و دیتوم ها (سطوح مرجع) را مشخص کنید.
- ابعاد بحرانی را جدا کنید (جاهایی که واقعاً مهم اند).
- از “جزئیات تزئینی” که ساخت را سخت می کند پرهیز کنید مگر واقعاً لازم باشد.

مرحله ۲: آماده سازی برای ساخت (DFM)
DFM یعنی Design for Manufacturing؛ طراحی برای ساخت.
در این مرحله باید قطعه را طوری اصلاح کنید که ابزارها بتوانند به سطوح برسند، فیکسچر امکان پذیر باشد، و عملیات ها حداقل ستاپ را بخواهند.
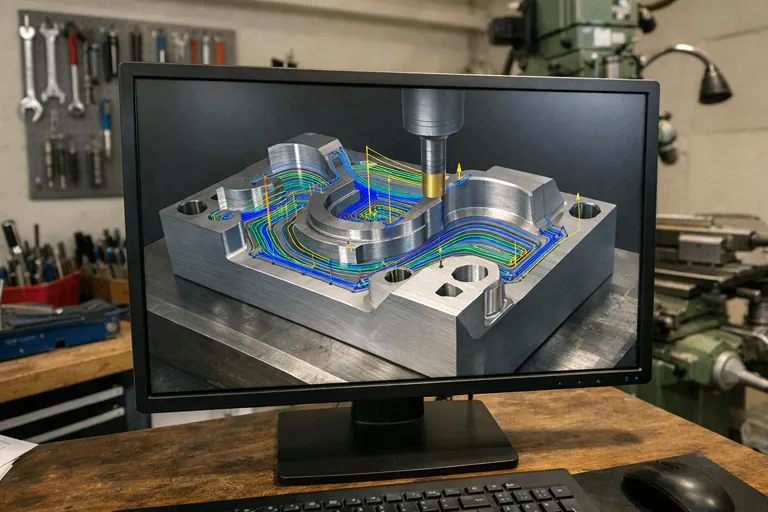
مرحله ۳: CAM و تولید G-code
اینجا مسیر حرکت ابزار، نوع عملیات (روتراشی، کف تراشی، سوراخ کاری، رزوه زنی…) و ترتیب مراحل تعیین می شود. شبیه سازی (Simulation) را جدی بگیرید؛ خیلی از برخوردها و خطاها همین جا مشخص می شود.
اگر تازه وارد CAM هستید، بهتر است اول مفهوم “Toolpath” را درست یاد بگیرید: مسیرهایی که ابزار برای برداشتن ماده طی می کند و ترتیب عملیات را تعیین می کند. یک مرجع خوب برای درک پایه ای ساخت Toolpath و Setup، آموزش رسمی Autodesk است که مرحله به مرحله توضیح می دهد از مدل سه بعدی چطور به مسیر ابزار می رسید. (نمونه آموزشی: راهنمای Toolpath در Fusion (CAM))
We want to create toolpaths on this 3D design
مرحله ۴: ستاپ، فیکسچر و تولید
در واقعیت، قطعه باید بسته شود، صفرها تعریف شود، ابزارها اندازه گیری شوند و بعد تولید شروع شود. هرچه در مدل سازی، فیکسچر و دسترسی ابزار را بهتر دیده باشید، این مرحله سریع تر و تمیزتر جلو می رود.
گوشه ها، فیله ها و ابزارپذیری
- گوشه داخلی ۹۰ درجه کامل معمولاً دردسر است؛ ابزار فرز گرد است و گوشه داخلی کاملاً تیز، هزینه را بالا می برد (یا نیاز به EDM/وایرکات پیدا می کند).
- برای گوشه های داخلی، فیله (R) منطقی بدهید تا ابزار استاندارد قابل استفاده باشد.
- شیارهای خیلی باریک یا عمیق را بدون دلیل طراحی نکنید؛ ابزار مخصوص می خواهد و زمان را بالا می برد.

سوراخ کاری و رزوه ها
- قطرهای استاندارد مته و رزوه را انتخاب کنید تا هم ابزار آماده باشد هم کنترل کیفیت راحت تر شود.
- برای رزوه ها، عمق رزوه واقعی و طول درگیری لازم را مشخص کنید.
- اگر سوراخ عمیق دارید، از ابتدا درباره روش ساختش فکر کنید (مته بلند، قلاویزکاری، یا عملیات جدا).

تلرانس ها و صافی سطح
یکی از رایج ترین اشتباهات این است که کل قطعه را با تلرانس سخت تعریف می کنند. پیشنهاد حرفه ای:
- تلرانس سخت را فقط روی ابعاد بحرانی بدهید (مثلاً محل نشیمن، جاخار، فیت شفت/یاتاقان).
- روی بقیه ابعاد، تلرانس عمومی معقول کافی است.
- اگر صافی سطح برایتان مهم است، فینیش سطح را مشخص کنید (مثل پولیش، سنگ زنی، یا صرفاً ماشینکاری استاندارد).
این کار هم قیمت را کنترل می کند هم نتیجه قابل پیش بینی تر می شود.
صافی سطح فقط به “پولیش” ختم نمی شود؛ در خود فرزکاری هم پارامترهایی مثل فید، تعداد لبه های برش و شرایط ابزار می تواند سطح را بهتر یا بدتر کند. اگر می خواهید درخواست فینیش شما واقع بینانه باشد، راهنمای صافی سطح در فرزکاری (Sandvik Coromant) کمک می کند بفهمید چه عواملی روی تولید سطح در فرزکاری اثر می گذارند و چرا بعضی فینیش ها هزینه برتر می شوند.
To generate the best milling surface finish, it is important to ensure that the feed per revolution is less than 80% of BS




