![قالب اکستروژن چیست؟ راهنمای طراحی و ساخت قالب [0 تا 100]](https://khalijcnc.ir/wp-content/uploads/2024/06/0_1_11zon_1_11zon.webp "قالب اکستروژن چیست؟ راهنمای طراحی و ساخت قالب [0 تا 100]")


اکستروژن یعنی ماده را تحت فشار از مسیر مشخص عبور بدهیم تا یک محصول طولی (پروفیل) تولید شود.
برای اینکه تعریف استاندارد و قابل استناد داشته باشیم، طبق توضیح تعریف اکستروژن از Aluminum Association اکستروژن فرآیندی است که در آن بیلت آلومینیوم تحت فشار از دهانه قالب عبور داده می شود تا شکل مقطع موردنظر ایجاد شود.
“Extrusion is a plastic deformation process in which a solid cylinder of aluminum (billet) is forced by compression through a smaller die opening.”
ترجمه: اکستروژن یک فرآیند تغییر شکل پلاستیک است که در آن یک استوانه جامد آلومینیوم (بیلت) با فشار، از دهانه قالب کوچک تر عبور داده می شود.
این کار معمولاً به دو روش انجام می شود:
اکستروژن گرم
در اکستروژن گرم، ماده تا دمای مناسب گرم می شود تا شکل پذیرتر شود و راحت تر از قالب عبور کند. این روش برای بسیاری از پروفیل های فلزی (به خصوص آلومینیوم) رایج است و امکان تولید مقاطع متنوع را می دهد.
اگر موضوع شما اکستروژن آلومینیوم است، بد نیست بدانید منابع پژوهشی هم روی این موضوع تاکید دارند؛ در گزارش NIST درباره اکستروژن آلیاژهای آلومینیوم اشاره شده که آلومینیوم و آلیاژهای آن برای اکستروژن بسیار مناسب هستند و امکان تولید پروفیل های متنوع را فراهم می کنند.
“ALUMINUM AND ALUMINUM ALLOYS are very suitable for extrusion”
ترجمه: آلومینیوم و آلیاژهای آلومینیوم برای اکستروژن بسیار مناسب هستند.

اکستروژن سرد
در اکستروژن سرد، شکل دهی در دمای پایین تری انجام می شود. معمولاً دقت ابعادی و کیفیت سطح می تواند بهتر شود، اما محدودیت هایی در شکل دهی و نیروهای موردنیاز وجود دارد. انتخاب گرم یا سرد، به ماده، شکل مقطع و خواسته های کیفی شما بستگی دارد.

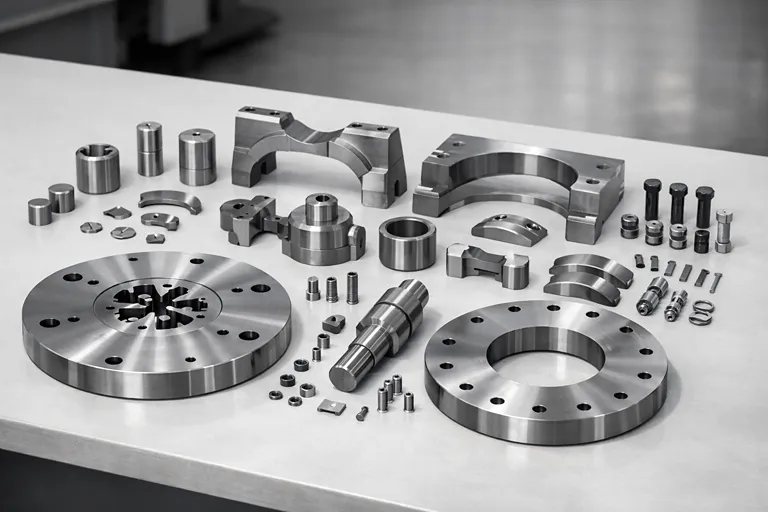
در عمل، قالب اکستروژن یک قطعه ساده «سوراخ دار» نیست. چند جزء مهم باعث می شوند خروجی دقیق و پایدار تولید شود.
بخش شکل دهی و دهانه خروجی
این بخش همان ناحیه ای است که شکل مقطع نهایی را تعریف می کند. در همین قسمت است که ریزترین جزئیات هندسی پروفیل شکل می گیرد؛ پس دقت ماشین کاری و پرداخت سطح اهمیت زیادی دارد.

Bearing/Land و کنترل جریان
یکی از رازهای اصلی کیفیت، همین قسمت است. Bearing (یا Land) طول کنترل کننده جریان در خروجی قالب است.
اگر طول و طراحی Bearing درست نباشد، خروجی ممکن است:
- در یک سمت سریع تر حرکت کند و پروفیل تاب بردارد
- ضخامت ها یکنواخت نباشد
- سطح خروجی خط دار یا موج دار شود
از نظر فنی، Bearing یا Land فقط یک بخش مکانیکی ساده نیست؛ طبق نقش Bearing (Land) در کنترل جریان فلز در ژورنال Metals، بیرینگ قالب نقش «لند» را دارد و با ایجاد کنترل اصطکاکی دقیق، جریان فلز را مدیریت می کند.
“Die bearings act as the “land” which provides fine frictional control on metal flow.”
ترجمه: بیرینگ های قالب مانند «لند» عمل می کنند و با کنترل اصطکاکی دقیق، جریان فلز را کنترل می کنند.

ماندرل و سیستم توخالی سازی
برای پروفیل های توخالی (مثل لوله یا مقاطع دارای حفره داخلی)، معمولاً به ماندرل و سازوکارهای مخصوص نیاز داریم. در قالب های توخالی، علاوه بر شکل بیرونی، باید حفره داخلی هم دقیق و پایدار تشکیل شود؛ همین موضوع پیچیدگی طراحی و ساخت را بالا می برد.
قالب جامد (Solid Die)
برای تولید مقاطع توپر استفاده می شود؛ مثل میلگرد، تسمه، برخی پروفیل های ساده و قطعاتی که حفره داخلی ندارند.
مزیت این قالب ها معمولاً سادگی ساخت و هزینه پایین تر نسبت به توخالی هاست.

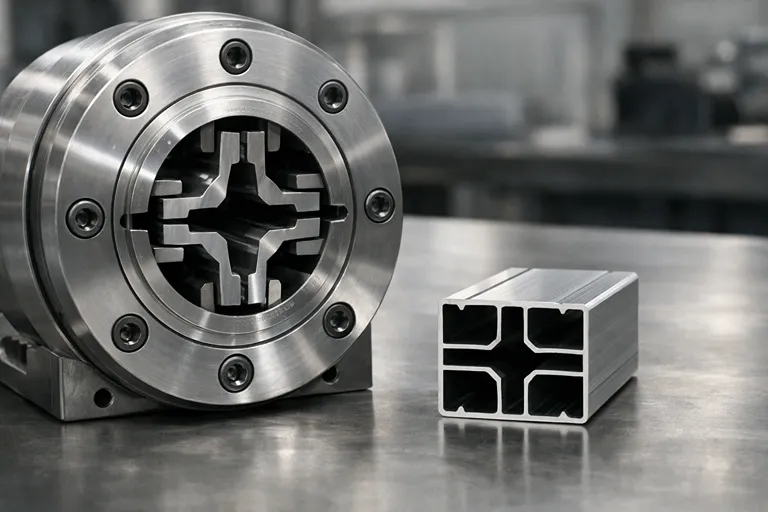
قالب توخالی (Hollow / Porthole Die)
برای تولید مقاطع توخالی مثل لوله ها یا پروفیل هایی که داخلشان فضا دارد استفاده می شود.
در این نوع قالب ها، کنترل جریان و کیفیت ناحیه های اتصال (جایی که جریان ها به هم می رسند) خیلی مهم است. طراحی اشتباه می تواند باعث ضعف موضعی، خط جوش، یا مشکلات سطحی شود.

قالب نیمه توخالی و چندحفره
- نیمه توخالی برای مقاطعی که شکل خاص دارند و در مرز بین توپر و توخالی قرار می گیرند.
- چندحفره (Multi-cavity) وقتی به تیراژ بالا نیاز دارید یا می خواهید چند خروجی هم زمان تولید شود. اینجا بالانس جریان و یکسان بودن خروجی ها حیاتی است.








