


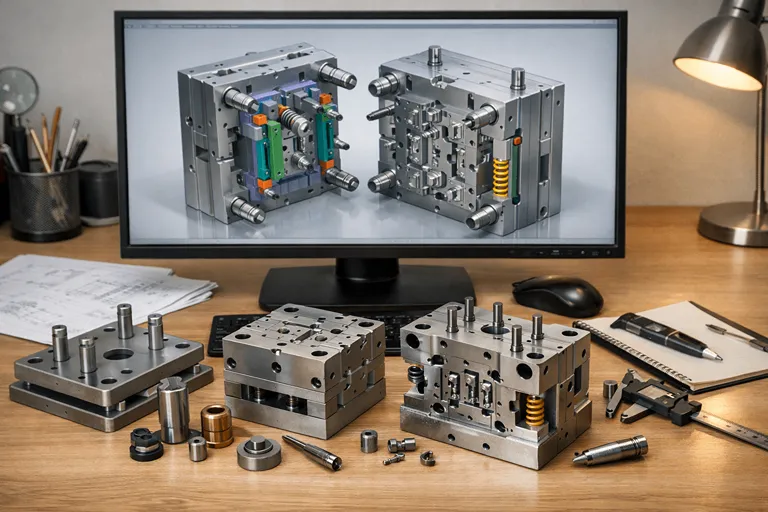
قالب ها معمولاً از دو نیمه اصلی تشکیل می شوند: نیمه ثابت و نیمه متحرک. بین این دو نیمه، فضای شکل دهی قطعه (حفره/هسته) قرار دارد. اما جزئیات اصلی قالب همین جا تمام نمی شود.

سیستم راهگاه و تغذیه
سیستم تغذیه، پلاستیک مذاب را از نازل دستگاه به سمت حفره ها هدایت می کند. این بخش شامل بوش تزریق، راهگاه ها و گیت (محل ورود به قطعه) است. طراحی درست گیت و راهگاه روی کیفیت ظاهری، تاب برداشتگی و حتی زمان سیکل اثر مستقیم دارد.

حفره و هسته
حفره و هسته همان بخش هایی هستند که شکل نهایی قطعه را می سازند. دقت ماشین کاری، تلرانس ها و نوع پرداخت سطح در این قسمت، هم روی کیفیت قطعه و هم روی عمر قالب اثر می گذارد.
در بسیاری از قالب ها، برای برش های بسیار دقیق، گوشه های تیز، یا ساخت برخی اینسرت ها از وایرکات استفاده می شود. اگر دوست دارید با کاربردها و مزیت های Wire EDM آشنا شوید، این مطلب را ببینید: وایرکات چیست؟

سیستم پران (خروج قطعه)
بعد از سرد شدن، قطعه باید بدون آسیب از قالب جدا شود. بسته به شکل قطعه از پین پران، بوش پران، صفحه پران یا مکانیزم های خاص استفاده می شود. طراحی نامناسب پران می تواند جای پین روی قطعه بیندازد یا باعث ترک و شکست شود.

خنک کاری و وِنت (هواگیری)
- خنک کاری یعنی کانال های آب یا سیستم های انتقال حرارت که زمان سرد شدن را کم می کنند و جلوی تاب برداشتگی را می گیرند.
- ونت یعنی مسیرهای خروج هوا و گاز. اگر هوا درست تخلیه نشود، سوختگی سطحی، پر نشدن کامل (Short Shot) یا خط جوش بدتر می شود.

هدف طراحی قالب این است که قطعه با کیفیت ثابت تولید شود، قالب عمر خوبی داشته باشد و هزینه تولید هر قطعه منطقی بماند.
مراحل طراحی تا تست
- تحلیل قطعه: جنس، ضخامت ها، نواحی حساس، تلرانس ها، تیراژ.
- انتخاب جنس قالب: فولادهای مختلف یا آلومینیوم (بسته به تیراژ و سطح کیفیت).
- طراحی سه بعدی و نقشه کشی با نرم افزارهای CAD (مثل Autodesk).
- ماشین کاری و ساخت (فرزکاری، وایرکات، سنگ زنی، پرداخت).
در مرحله ساخت، بخش زیادی از دقت نهایی قالب به کیفیت ماشین کاری برمی گردد. اگر می خواهید بدانید CNC دقیقاً چه کاری انجام می دهد و چرا روی تکرارپذیری و تلرانس ها اثر مستقیم دارد، این راهنما می تواند تصویر کامل تری بدهد: ماشینکاری CNC چیست؟
- مونتاژ، تست اولیه، اصلاحات و تایید نهایی.

نکات کلیدی طراحی برای کیفیت و عمر قالب
- انقباض مواد: هر پلیمر درصد انقباض خودش را دارد؛ اگر در طراحی لحاظ نشود، ابعاد قطعه خطا می رود.
- ضخامت یکنواخت: تغییرات ضخامت بی دلیل، تاب برداشتگی و فرورفتگی ایجاد می کند.
- انتخاب درست راهگاه/گیت: روی رد تزریق، خط جوش و کیفیت ظاهری اثر دارد.
- پیش بینی تعمیر پذیری: بعضی قطعات قالب (مثل اینسرت ها) بهتر است قابل تعویض طراحی شوند.

در پاسخ به «انواع قالب تزریق پلاستیک» چند دسته بندی رایج داریم. بهتر است این دسته بندی ها را با معیار انتخاب ببینید، نه فقط اسم ها.

انواع قالب های تزریق پلاستیک بر اساس ساختمان قالب
- دو صفحه ای (Two-Plate): ساده تر، اقتصادی تر، مناسب بسیاری از قطعات عمومی.
- سه صفحه ای (Three-Plate): امکان جداسازی بهتر راهگاه و انعطاف بیشتر در محل گیت.
- استک (Stack): برای افزایش خروجی تولید بدون افزایش تناژ دستگاه؛ معمولاً برای تیراژ خیلی بالا توجیه دارد.

انواع قالب های تزریق پلاستیک بر اساس تعداد حفره ها
- تک حفره ای: برای قطعات بزرگ، پیچیده یا تیراژ پایین.
- چند حفره ای: برای تولید انبوه و کاهش هزینه هر قطعه.
- خانوادگی (Family): چند قطعه مرتبط در یک قالب؛ وقتی بخواهید چند جزء یک محصول را همزمان بسازید (اما بالانس پرشدن سخت تر می شود).

انواع قالب تزریق پلاستیک بر اساس سیستم راهگاه
- راهگاه سرد (Cold Runner): اقتصادی تر در ساخت قالب، ولی ضایعات راهگاه دارید (مگر اینکه آسیاب و بازیافت شود).
- راهگاه گرم (Hot Runner): ضایعات کمتر، کیفیت و سیکل بهتر در بسیاری پروژه ها؛ اما هزینه اولیه و نگهداری بالاتر.
این دقیقاً همان جایی است که کاربر دنبال «انواع قالب های تزریق پلاستیک» می گردد: بداند کدام نوع به درد پروژه اش می خورد، نه فقط نام ها را حفظ کند.
اگر بین روش های مختلف تولید با پلیمرها مردد هستید، بد نیست تزریق را کنار اکستروژن هم ببینید. اکستروژن معمولاً برای تولید پروفیل ها و مقاطع پیوسته به کار می رود و منطق طراحی قالبش با تزریق تفاوت هایی دارد: قالب اکستروژن چیست؟






